
Контроллер сушильной камеры
Когда слышишь ?контроллер сушильной камеры?, многие представляют себе стандартный шкафчик с дисплеем, который ?просто поддерживает температуру?. На деле, это нервный узел всего процесса, и его выбор или настройка ?на глаз? — прямой путь к браку. У нас в цеху с сушкой пиломатериалов на это набивали шишки годами, пока не пришло понимание, что контроллер должен быть не отдельным прибором, а частью системы мышления.
Что на самом деле скрывается за панелью управления
Взять, к примеру, базовую задачу — поддержание температуры. Казалось бы, выставил 60°C и забыл. Но если контроллер тупо греет до заданного значения, не учитывая инерцию массы древесины и динамику влагоотдачи, получишь пересушенную корку и сырую сердцевину. Хороший контроллер работает с прогнозом, учитывая не только текущие показания датчиков, но и скорость их изменения за последние N минут. Это уже не просто термостат, а вычислитель.
Память программ — отдельная история. Раньше операторы вручную записывали этапы на бумажку и переключали режимы. Человеческий фактор, опоздание на полчаса — и партия могла пойти под откос. Современные контроллеры позволяют зашить до сотни кривых сушки для разных пород и сечений. Но тут кроется ловушка: слепо загрузить ?прошивку для дуба? недостаточно. Нужна калибровка под конкретную геометрию камеры и расположение вентиляторов. Однажды видел, как на двух идентичных с виду камерах один и тот же контроллер давал расхождение в 8% конечной влажности из-за разной обвязки воздуховодов.
Интерфейс связи — момент, на котором часто экономят, а зря. Сухой контакт или Modbus RTU — это минимум. Но когда нужно стыковать контроллер с цеховой SCADA-системой или удаленно диагностировать сбой, наличие того же Ethernet-порта или поддержки OPC UA экономит часы простоя. Помню случай на одном из комбинатов, где из-за поломки датчика влажности контроллер ушел в аварийный режим и остановил три камеры. Инженер был в командировке, а удаленно зайти в настройки и временно перевести на резервный алгоритм по температуре не могли — связь была только через COM-порт на месте. Простой дорого обошелся.
Практические грабли: от датчиков до логики
Самый больной вопрос — датчики. Контроллер считает то, что ему подают. Если датчики температуры в разных точках камеры не откалиброваны в паре, или психрометрический блок забился пылью, то даже самый умный алгоритм будет работать вхолостую. Часто вижу, как меняют ?голову?, не проверив периферию. Ставили как-то продвинутый контроллер от одного европейского бренда, а он постоянно срывался в ошибку. Оказалось, родные платиновые термосопротивления имели нелинейность на верхнем диапазоне, которую не учли в заводской прошивке. Пришлось ставить внешние преобразователи сигнала.
Логика аварийных остановок — это та область, где проявляется опыт разработчика. Простые ?если T > max, то отключить нагрев? не спасают. Нужны каскадные реакции: сначала предупреждение, затем плавное снижение мощности, переключение на резервный датчик, и только потом — остановка с записью лога для разбора. В одной из наших старых камер контроллер при обрыве цепи одного вентилятора мгновенно отрубал все отопление. Тепловая инерция котла была большой, и за время повторного разогрева в камере выпадал конденсат, портя материал. Пришлось переписывать логику на более плавный сценарий.
Еще один нюанс — энергоэффективность. Современные контроллеры умеют считать не только градусы, но и киловатты. Например, алгоритм может динамически управлять мощностью ТЭНов и скоростью вентиляторов в зависимости от фазы сушки и тарифа на электроэнергию. Но это требует точной математической модели камеры, которую часто ленятся построить. В итоге функцию либо отключают, либо она работает неоптимально, съедая часть потенциальной экономии.
Интеграция в производственную цепочку и выбор поставщика
Сегодня контроллер редко работает в вакууме. Нужна интеграция с линией подачи сырья, системой учета и складским ПО. Здесь важна открытость платформы. Например, когда мы рассматривали модернизацию, то смотрели не только на характеристики самого устройства, но и на наличие готовых драйверов для популярных SCADA или возможность API-доступа. Иногда проще выбрать менее ?навороченный? контроллер, но с хорошей документацией и поддержкой протоколов, чем мощный ?черный ящик?, который не стыкуется ни с чем.
В этом контексте интересен опыт работы с оборудованием от ООО Чунцин Хэчуань Цзяньи Технолоджи. На их сайте cqsimco.ru видно, что компания позиционирует себя как высокотехнологичное предприятие с широким портфелем, включающим HVAC и спецтехнику. Это важно, потому что производитель, который глубоко понимает смежные области — вентиляцию, тепловые процессы — часто закладывает в контроллеры сушильных камер более адекватную физику процессов, а не просто набор функций. Их подход к разработке, судя по описанию, как раз предполагает исследование и создание комплексных решений, а не просто сборку железа.
Выбирая контроллер, я теперь всегда смотрю не на список функций, а на то, как производитель описывает логику работы в нештатных ситуациях и насколько гибко можно адаптировать оборудование под неидеальные реальные условия. Готовность техподдержки помочь не только с заменой платы, но и с тонкой настройкой алгоритма под нашу специфичную древесину — вот что стало ключевым критерием.
Тенденции и субъективный взгляд в будущее
Сейчас все говорят про ?Индустрию 4.0? и предиктивную аналитику. В контексте контроллеров для сушки это означает не просто сбор данных, а их анализ для предсказания, например, момента окончания сушки с учетом начальной неоднородности сырья или для прогноза износа нагревательных элементов. Это следующий уровень. Но для этого контроллер должен быть изначально ?умным?, с достаточным запасом вычислительной мощности и возможностью обновления ПО.
Лично я с осторожностью отношусь к излишней ?интеллектуализации? в ущерб надежности. Сложная нейросетевая модель, управляющая сушкой, — это здорово, пока ее не ?сбивает? неучтенный сорт древесины с аномальной плотностью. Иногда простая, но отточенная PID-настройка, дополненная опытом оператора, дает более стабильный результат, чем черный ящик с AI. Идеал, на мой взгляд, — это гибрид: надежный и понятный базовый алгоритм, дополненный опциональными ?умными? модулями для анализа и оптимизации, которые можно внедрять постепенно.
В итоге, возвращаясь к началу. Контроллер сушильной камеры — это не коробка, которую можно купить по списку характеристик. Это воплощение стратегии сушки, и его выбор — это инвестиция в понимание собственного технологического процесса. Сначала нужно разобраться, что именно происходит в вашей камере, а потом искать устройство, которое сможет этим грамотно управлять, а не наоборот. И компании, которые, как ООО Чунцин Хэчуань Цзяньи Технолоджи, делают акцент на исследованиях и комплексных решениях, часто оказываются более правильными партнерами в этом деле, чем просто сборщики железа.
Соответствующая продукция
Соответствующая продукция






Самые продаваемые продукты
Самые продаваемые продукты-
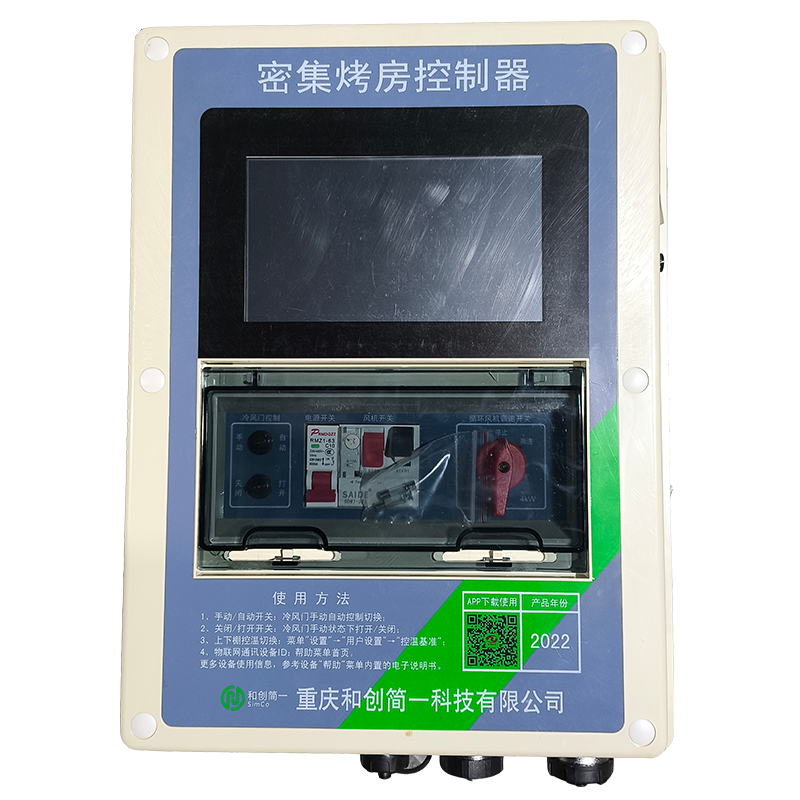 Контроллер
Контроллер -
 Гусеничный роторный культиватор
Гусеничный роторный культиватор -
 Жаровня для переработки биомассы
Жаровня для переработки биомассы -
 Внешняя горелка на биомассе
Внешняя горелка на биомассе -
 Дверцы золоудаления
Дверцы золоудаления -
 Тепловой насос с воздушным источником тепла Жарочный зал
Тепловой насос с воздушным источником тепла Жарочный зал -
 Портативная машина для резки листьев рассады табака
Портативная машина для резки листьев рассады табака -
 Культиватор для рытья траншей в почве
Культиватор для рытья траншей в почве -
 Помещение для сушки сигар
Помещение для сушки сигар -
 Гусеничный культиватор
Гусеничный культиватор -
 Плужный культиватор
Плужный культиватор -
 Держатель табака
Держатель табака
Связанный поиск
Связанный поиск- монтаж отопительных систем и систем кондиционирования воздуха
- система отопления вентиляции и кондиционирования воздуха
- Цены на нижний радиатор в Китае
- Сушильная камера и отопительное оборудование
- Китайские производители озоновый культиватор
- Производители установленных систем отопления и кондиционирования в Китае
- Китайские заводы по производству бензиновых культиваторов
- Китайские поставщики каталогов культиваторов
- Ведущие китайские покупатели гусеничных роторных почвообрабатывающих машин
- Ведущие покупатели культиваторов в Китае




